-
CrossFlow.
Working principle.
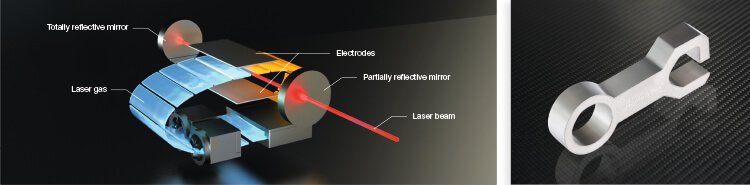
A gas mixture flowing slowly crosswise to the beam axis is stimulated by electrical discharges. With specially positioned mirrors, this process is intensified and a high-power laser beam is thus generated. This is guided via deflection mirrors from the laser source to the processing head of the laser cutting system.
-
Achieving more with less.
CrossFlow scores with the components it does without.

-
Patented.
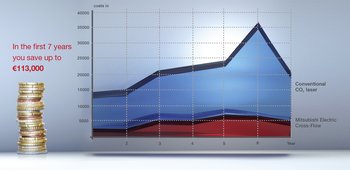
The Cross-Flow resonator developed by Mitsubishi Electric needs maintenance less often than conventional CO2 resonators. In addition, the resonator itself contains far fewer wear parts. As a result, maintenance costs are up to 77 % lower than for conventional CO2 lasers.Because of the gas-sealed resonator, the laser gas is replaced not continuously, but only once per day. This reduces laser gas consumption dramatically.
-
Cuts maintenance costs by up to 77 %
-
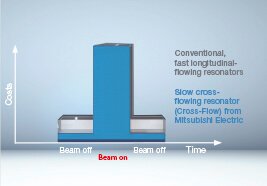
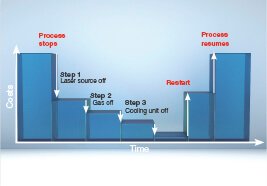
Just-On-Time Discharge Method
The just-on-time discharge method reduces power consumption whenever the laser beam is switched off.
-

Cutting operating costs with energy-saving control and drive units
Energy savings have been achieved with perfectly matched Mitsubishi Electric control and drive units. -
A difference you can see and feel.
But the biggest benefit of a clean cutting surface is the saving of reworking costs.

Brilliantcut – 40 to 50 % improved surface quality!
The slow crossflowing laser gas and the resultant stable discharge of the CrossFlow laser in combination with patented beam guidance permit surface finishes comparable to those from mechanical machining. This means reworking can often be eliminated or reduced to a minimum. -
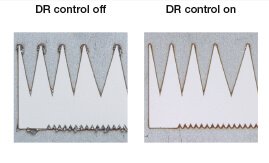
Dross Reduction (DR) control
During acceleration and deceleration in corners, the Dross Reduction control measures and controls laser power in relation to cutting feed. This reduces unwanted temperature effects on the underside of the sheet material and at the end of the cut. Burr formation on stainless steel and galvanised sheet materials is therefore reduced. This results in less reworking and hence in lower costs.
-
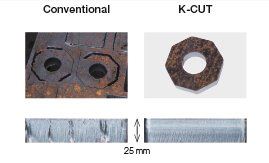
K-CUT
Not all sheet material is of the same quality. With K-CUT you can also cut lower-quality materials with good cutting results. -
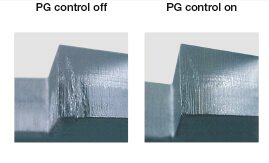
Plasma-Guard
For complicated geometries in thick stainless steel. The predictive adjustment of machine parameters on sharp corners prevents the development of plasma from the outset. This way you get sharp corners – even on thick stainless steel – entirely without burrs. -
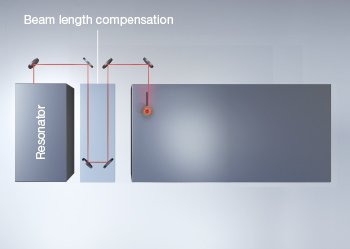
System with constant beam length
A missing beam length compensation soon finds expression in differences in cutting performance on the table. If the results top rear and front right differ, this is not only annoying but also costly. -
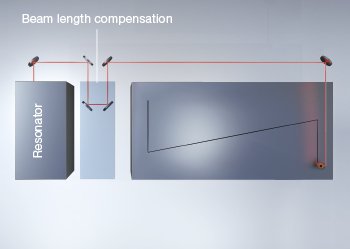
Each CrossFlow laser from Mitsubishi Electric comes with constant beam length – just as it has to be. Before you buy a laser cutting system, you should play safe and test the constancy of cutting quality on all four corners of the cutting table.



Products

 4050 x 2060 mm
4050 x 2060 mm 4 / 6 / 8 / 12 kW
4 / 6 / 8 / 12 kW
- 3050 x 1525 mm
-
4 / 6 / 8 / 12 kW

 3050 x 1525 mm
3050 x 1525 mm 4,5 / 6 kW
4,5 / 6 kW