-
CrossFlow.
Funktionsprinzip.
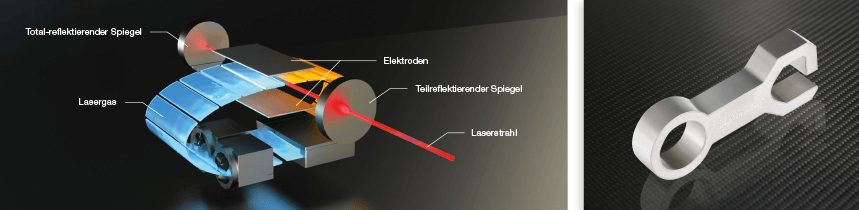
Ein quer zur Strahlachse langsam strömendes Gasgemisch wird mittels elektrischen Entladungen angeregt. Durch speziell angeordnete Spiegel wird dieser Prozess verstärkt und so ein Hochleistungs-Laserstrahl erzeugt. Dieser wird über Umlenkspiegel von der Laserquelle zum Bearbeitungskopf der Laserschneidanlage geleitet.
-
Mit weniger mehr erreichen ...
... CrossFlow punktet durch Dinge, auf die er verzichtet.

-
Patentiert.
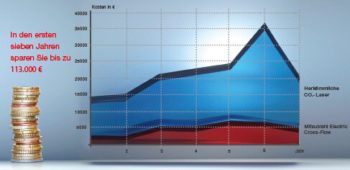
Der von Mitsubishi Electric eigens entwickelte CrossFlow-Resonator benötigt seltener Wartung als herkömmliche CO2-Resonatoren. Zusätzlich sind im Resonator selbst deutlich weniger teure Verschleißteile verbaut. Hierdurch lassen sich bis zu 77 % der Wartungskosten gegenüber herkömmlichen CO2-Lasern einsparen. Aufgrund des gasdichten Resonators wird das Lasergas nicht permanent ausgetauscht sondern lediglich einmal am Tag. Der Lasergasverbrauch reduziert sich dadurch drastisch.
-
Wartungskosten bis zu 77 % einsparen
-
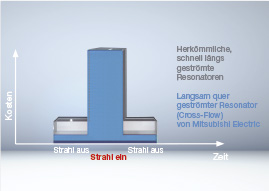
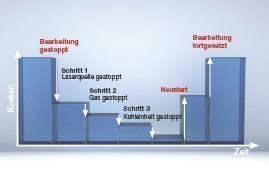
Just-On-Time Discharge Method
Die Methode der „just-on-time“-Entladung reduziert den Stromverbrauch immer dann, wenn der Laserstrahl aus ist. -

Betriebskosteneinsparung durch Energiesparende Regelungs- und Antriebseinheiten
Die Energieeinsparung wurde durch optimal aufeinander abgestimmte Mitsubishi-Electric-Regelungs- und Antriebseinheiten realisiert. -
Kann man fühlen, kann sich sehen lassen.
Vor allem rechnet sich eine saubere Schnittkante – durch weniger Nachbearbeitung.

Brilliantcut – 40 bis 50 % verbesserte Rauheit!
Das langsam querströmende Lasergas und die daraus resultierende gleichmäßige stabile Entladung des CrossFlow-Lasers in Kombination mit einer patentierten Strahlführung ermöglichen Oberflächengüten vergleichbar einer mechanischen Bearbeitung. Nacharbeit kann damit häufig entfallen bzw. auf ein Minimum reduziert werden. -
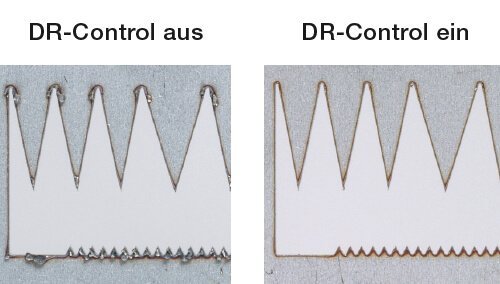
Dross-Reduction (DR) Control
Während der Beschleunigung und Verzögerung in Ecken misst und steuert die „Dross-Reduction Control“ die Laserleistung in Abhängigkeit zum Schneidvorschub. Dies reduziert unerwünschte Temperaturauswirkungen auf der Blechunterseite und am Schnittende. Dadurch wird bei Edelstahl- und verzinkten Blechen die Gratbildung vermindert. Dies resultiert in geringerem Nachbearbeitungsaufwand und somit geringeren Kosten.
-
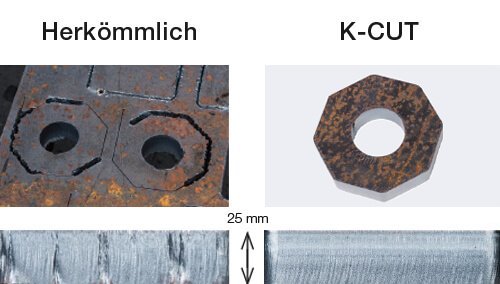
K-CUT
Nicht jedes Material ist von höchster Güte. Mit „K-CUT“ können Sie auch Material geringerer Qualität mit guten Schneidergebnissen schneiden. -
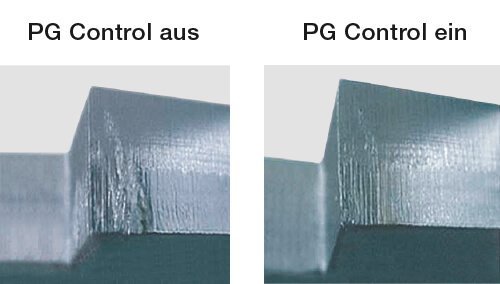
Plasma-Guard
Für komplizierte Geometrien in dickem Edelstahl: Die vorausschauende Anpassung der Maschinenparameter bei spitzen Ecken verhindert die Entstehung von Plasma schon im Ansatz. Damit erzielen Sie scharfe Ecken – auch bei dickem Edelstahl – ganz ohne Grat. -
High-Speed Power Sensor
Patentiert.

Der Hochgeschwindigkeits-Leistungssensor von Mitsubishi Electric überwacht die Laserleistung in Echtzeit. Er sorgt dafür, dass die tatsächliche Laserleistung weniger als ±1 % vom Sollwert abweicht und ermöglicht damit die Bearbeitung von stark reflektierend en Materialien wie Aluminium und Kupfer.
-

System mit konstanter Strahllänge
Fehlende Strahllängenkompensation bemerkt man sehr schnell an unterschiedlichen Schneidleistungen auf dem Tisch. Wenn das Ergebnis links hinten und rechts vorne voneinander abweicht, dann ist das nicht nur ärgerlich, sondern auch teuer. -
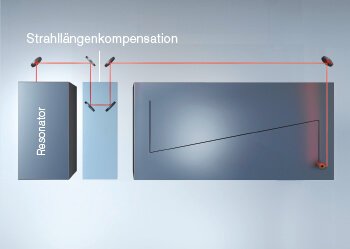
Bei Mitsubishi Electric kommt jeder Cross-Flow-Laser mit konstanter Strahllänge – halt so wie es sein muss. Bevor Sie eine Laserschneidanlage kaufen, sollten Sie auf Nummer sicher gehen und die gleichbleibende Schnittqualität an allen vier Ecken des Schneidtisches testen.


Produkte

 4050 x 2060 mm
4050 x 2060 mm 4 / 6 / 8 / 12 kW
4 / 6 / 8 / 12 kW
- 3050 x 1525 mm
-
4 / 6 / 8 / 12 kW

 3050 x 1525 mm
3050 x 1525 mm 4,5 / 6 kW
4,5 / 6 kW