-
CrossFlow.
Működési elv.
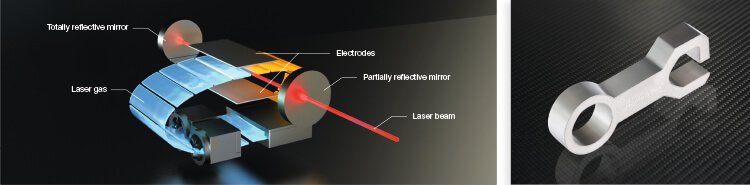
A sugár tengelyhez áramló gázkeveréket villamos kisülések indukálják. Speciálisan elhelyezett tükrökkel ez az eljárás fokozódik és így nagy teljesítményű lézersugár keletkezik. A lézersugár útja a lézerforrástól a lézeres vágórendszer vágófejéhez irányító tükrökön keresztül vezet.
-
Kevesebbel jobb eredmény.
A Cross-flow pontszámai magasabbak, kevesebb alkotóelemmel.

-
Szabadalmaztatott.
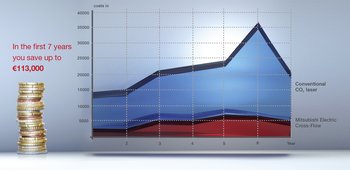
A Mitsubishi Electric által kifejlesztett CrossFlow rezonátor kevesebb karbantartást igényel, mint a hagyományos CO2 rezonátorok. Emellett, maga a rezonátor sokkal kevesebb kopásnak kitett alkatrészt tartalmaz. Ennek eredményeként a karbantartási költségek akár 77% -kal alacsonyabbak, mint a hagyományos CO2-lézereknél.A gázzáró rezonátor miatt a lézergázt nem folyamatosan, hanem naponta csak egyszer kell cserélni. Ez drasztikusan csökkenti a lézergáz fogyasztást.
-
A karbantartási költségek akár 77% -kal csökkenthetők
-
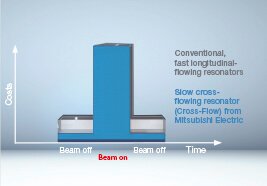
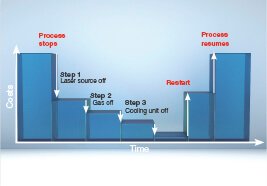
Időszakos kisülési módszer
Az időszakos kisülési módszer csökkenti az energia fogyasztást, valahányszor a lézersugár ki van kapcsolva.
-

Az üzemeltetési költségek csökkentése energiatakarékos vezérléssel és meghajtó egységekkel
Az energiatakarékosságot tökéletesen illeszkedő Mitsubishi Electric vezérlő- és hajtóegységekkel sikerült elérni. -
A különbség, amit Ön láthat és érezhet.
A simára vágott felület legnagyobb előnye az utómunkálat költségeinek megtakarítása.

Brilliantcut – 40-50% -kal jobb felületi minőség!
A lassú CrossFlow lézergáz és a CrossFlow lézerből származó stabil, szabadalmaztatott hossz irányú kisülés lehetővé teszi a forgácsoló megmunkálással összehasonlítható felületi minőséget. Ez azt jelenti, hogy az után munkálást gyakran ki lehet küszöbölni vagy legalább minimálisra csökkenteni. -
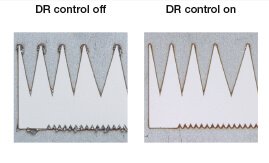
Salak csökkentés (DR) vezérlés
A sarkoknál a fej gyorsulása és lassítása során a salak redukció vezérlése méri, és szabályozza a lézer teljesítményét a vágási sebességgel összhangban. Ez csökkenti a nem kívánt hőmérséklethatásokat a lemez alsó részén és a vágás végén. Ezért a rozsdamentes acélnál és a horganyzott lemeznél az élhiba csökken. Ez kevesebb után munkálást, és így alacsonyabb költségeket eredményez.
-
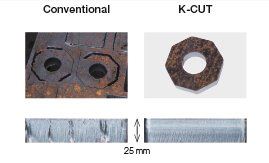
K-CUT
Nem minden lemezanyag azonos minőségű. A K-CUT segítségével alacsonyabb minőségű anyagokat is vághat jó vágási eredményekkel. -
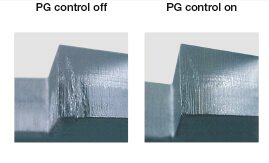
Plasma-Guard
A vastag rozsdamentes acél alkatrészek bonyolult geometriájánál alkalmazható. A gépi paraméterek éles sarkokon történő előre jelző beállítása megakadályozza a plazma kialakulását a kezdetektől fogva. Ily módon éles sarkokat kaphat – még vastag rozsdamentes acélon is – teljesen sorjázástól mentesen. -
Nagy sebességű teljesítményérzékelő
Szabadalmaztatott.

A Mitsubishi Electric nagysebességű teljesítmény érzékelője valós időben figyeli a lézer teljesítményét. Biztosítja, hogy a lézer tényleges teljesítménye ± 1%-nál kisebb mértékben térjen el a célértéktől, és így lehetővé teszi az erősen fényvisszaverő anyagok, például alumínium és réz feldolgozását.
-
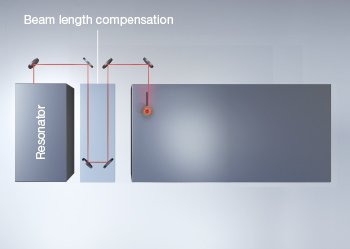
Rendszer, állandó sugárhosszúsággal
A hiányzó sugárhossz kompenzáció eredményezi az asztalon lévő teljesítménycsökkentési különbségeket. Ha a teljesítmények a hátsó és az első jobb oldalon különböznek egymástól, ez nem csak bosszantó, hanem költséges is. -
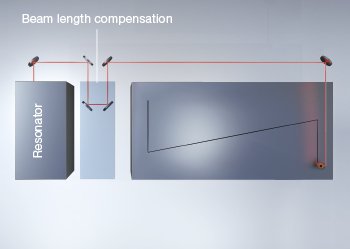
Mindegyik Mitsubishi Electric CrossFlow lézer állandó fénysugárral hosszal rendelkezik – éppen annyival, mint amennyivel rendelkeznie kell. Mielőtt megvásárolna egy lézeres vágórendszert, győződjön meg annak biztonságos működéséről, és tesztelnie kell a vágási minőség állandóságát a vágóasztal mind a négy sarkán.


Termékek

 4050 x 2060 mm
4050 x 2060 mm 4 / 6 / 8 / 12 kW
4 / 6 / 8 / 12 kW
- 3050 x 1525 mm
-
4 / 6 / 8 / 12 kW

 3050 x 1525 mm
3050 x 1525 mm 4,5 / 6 kW
4,5 / 6 kW